Chưa có sản phẩm trong giỏ hàng.




Mục lục
Mục lục
CHẤN TÔN LÀ GÌ?
Dao chấn tôn thủy lực và Chấn tôn trong toàn bộ quy trình gia công sản phẩm tôn nói riêng và kim loại nói chung, giai đoạn gia công chấn là giai đoạn có ý nghĩa quan trọng trong việc định hình thành phẩm đúng yêu cầu
Chấn gập kim loại nói chung và chấn tôn CNC nói riêng là phương pháp tạo hình uốn cong hoặc gấp các tấm tôn, thép theo mục đích mong muốn. Đây là một công đoạn được sử dụng phổ biến trong hầu hết các quá trình gia công kim loại tấm nói chung và tôn thép nói riêng.
Quá trình này chủ yếu sử dụng hệ thống lưỡi dao của máy chấn tôn thủy lực, tác động một lực rất lớn lên bề mặt kim loại được đặt trên cối. Dưới tác động của lực chấn này, sản phẩm sẽ được định hình các góc độ theo thiết kế yêu cầu.

CÁC LOẠI DAO CHẤN SỬ DỤNG TRONG CHẤN TÔN
Dao chấn tôn thủy lực được chế tạo để đáp ứng được yêu cầu uốn, gập, chấn ở nhiều góc độ được nhanh chóng và chuẩn xác, hệ thống máy của đơn vị gia công phải đồng thời có trang bị các bộ lưỡi dao chấn đủ kích cỡ và hình dáng, thông thường từ dao chấn 15 độ, 20 độ, 30 độ… cho tới 9 0độ. Bộ dao chấn tôn này được làm từ chất liệu thép hợp kim bền bỉ.
Vật liệu: 42CrMo, , xử lý nhiệt, độ cứng 45-48 HRC, 55 HRC, 60 HRC…
Dao chấn tôn thủy lực phù hợp với các loại máy chấn tôn thủy lực phổ biến như:
- Dao chấn tôn cho máy chấn tôn HACO
- Dao chấn tôn cho máy chấn tôn LFK
- Dao chấn tôn cho máy chấn tôn Amada
- Dao chấn tôn cho máy chấn tôn Trumpf
- Dao chấn tôn cho máy chấn tôn Bystronic
- Dao chấn tôn cho máy chấn tôn dòng WC67Y, WC67K
- Dao chấn tôn cho máy chấn tôn Yawei
- Dao chấn tôn cho máy chấn tôn BayKal
- Dao chấn tôn cho máy chấn tôn ADH
- Dao chấn tôn cho máy chấn tôn Knass
- Dao chấn tôn cho máy chấn tôn Nhật Bản
- Dao chấn tôn cho máy chấn tôn Trung Quốc
Chiều dài dao chấn: Từ 50mm – 6000mm

BẢN VẼ VÀ CHI TIẾT CÁC LOẠI DAO CHẤN TÔN THỦY LỰC

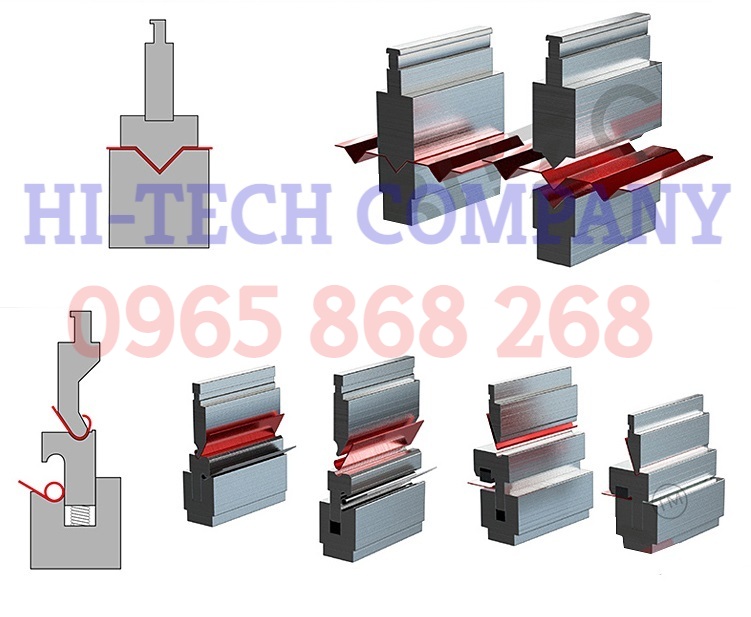

CÁCH LỰA CHỌN DAO CHẤN TÔN THỦY LỰC
Khi chọn dao cối chấn tôn thủy lực cần phải kiểm tra các bản vẽ hoàn thiện và bản vẽ triển khai để đưa ra đánh giá toàn diện. Vì vậy cần phải thực hiện các bước để xác nhận tất cả các điều kiện cần thiết được đáp ứng và chọn dao cối thích hợp. Khi xuất hiện những vấn đề như góc chấn không đạt yêu cầu, độ chính xác kém, v.v… thì có thể thấy được những yếu tố dưới đây đã không được đảm bảo.
1. Thông số kỹ thuật của máy
2. Xác định bề rộng của rãnh V
3. Tình trạng dao cối
4. Trình tự chấn
5. Lực chấn cần thiết
CÁCH MÀI DAO CHẤN TÔN THỦY LỰC
Rất khó để xác định tuổi thọ của dao cối vì vật liệu được xử lý, độ dày vật liệu và dao cối không thể cố định. Nhà sản xuất không đảm bảo tuổi thọ vì nó bị ảnh hưởng bởi việc xử lý dao cối (lắp đặt, định tâm, v.v,…). Vì vậy mài dao cối là một trong những phương pháp bảo dưỡng để kéo dài tuổi thọ của dao cối nhiều nhất có thể.
Tiêu chuẩn cơ bản để mài lại dao chấn.
1. Lượng mài lại mỗi lần khoảng 0.3mm đến 0.5mm.
2. Số lần mài lại trên một bộ dao cối là 4 lần, tuy nhiên tùy theo tình trạng của dao cối mà có thể mài tới 5 lần.
Khi sử dụng nhiều dao cối được xếp cạnh nhau, phải tiến hành mài đồng loạt để đảm đảo độ chính xác giữa các dao. Trong trường hợp này lấy dao cối bị mòn nhiều nhất làm tiêu chuẩn và tiến hành mài, mài 1 lần khoảng 0.5mm hoặc có thể hơn. Cần thiết phải có phần vát ở mũi dao khoảng 1- 1.5mm để nhấn sâu hơn, hạn chế hiện tượng bật lại.
3. Đối với dao cối, giảm số lượng mài trong một lần và lặp lại số lần mài để tăng tuổi thọ.

Công ty TNHH Giải Pháp Và Thiết Bị Hi-Tech chuyên cung cấp các loại dao chấn tôn thủy lực theo bản vẽ cho các máy chấn tôn thủy lực Adira, Amada, CMU, Safan, Guifil, Promecam, Kingsland, Durmazlar, Durma, Ermak, Ermaksan, Edwards Pearson, Morgan Rushworth…
Mọi thông tin chi tiết về Dao chấn tôn, cối chấn tôn thủy lực. Quý Khách hàng vui lòng liên hệ với chúng tôi.
Công Ty TNHH Giải Pháp Và Thiết Bị Hi-Tech
ĐT: 0965 868 268 Email: hitech@thietbihitech.com.vn









Đánh giá
Chưa có đánh giá nào.